
India’s food processing and FMCG sectors are experiencing rapid growth, creating a strong demand for innovative and reliable packaging solutions. From snacks and spices to frozen foods and ready-to-eat meals, packaging plays a critical role in maintaining product quality, ensuring food safety, and creating a memorable customer experience.
Selecting the right Flexible Packaging Material for Food Products is no longer just about protecting products during transportation. Today’s food manufacturers, exporters, startups, and retail brands must consider shelf life, sustainability, branding, regulatory compliance, and consumer preferences when choosing packaging.
The right Food Packaging Materials help preserve freshness, prevent contamination, reduce product wastage, and improve operational efficiency. In addition, attractive packaging design can significantly influence purchasing decisions and strengthen brand recognition in competitive retail environments.
Modern Flexible Packaging Solutions such as stand-up pouches, spout pouches, zipper pouches, retort pouches, and vacuum packaging offer superior protection while remaining lightweight and cost-effective. These solutions are increasingly replacing traditional rigid packaging across various food categories.
As sustainability becomes a key focus area, food companies are also exploring recyclable and eco-friendly packaging alternatives that align with evolving government regulations and consumer expectations.
This comprehensive Food Packaging Material Guide will help manufacturers, FMCG brands, procurement managers, and food entrepreneurs understand how to select the most suitable Packaging Material for Food Products based on product characteristics, shelf-life requirements, transportation needs, and branding goals.
Why Choosing the Right Packaging Material is Important for Food Products
Choosing the correct Flexible Packaging Material for Food Products directly impacts product quality, customer satisfaction, operational efficiency, and business profitability. Packaging serves as the first line of defense against external factors that can affect food quality.
1. Ensures Food Safety
Food safety remains one of the most important considerations in the food industry. Packaging must prevent contamination from moisture, dust, bacteria, oxygen, and environmental pollutants.
Using certified Food Grade Packaging Materials helps manufacturers comply with food safety regulations while ensuring that packaged products remain safe for consumption.
Proper food safety packaging helps:
- Prevent contamination
- Maintain product integrity
- Reduce spoilage risks
- Meet regulatory standards
- Protect consumer health
For example, dairy products require high-barrier packaging to prevent bacterial growth and maintain freshness throughout distribution.
2. Improves Product Freshness
Consumers expect food products to retain their original taste, texture, and aroma until consumption. The right packaging material helps preserve these essential characteristics.
Freshness preservation is particularly important for:
- Snacks
- Spices
- Dry fruits
- Coffee
- Tea
- Bakery products
- Ready-to-eat foods
Advanced Flexible Packaging Solutions use specialized barrier layers that protect products from oxygen and moisture exposure.
3. Extends Shelf Life
One of the primary goals of Food Preservation Packaging is shelf-life extension.
By selecting appropriate barrier properties, manufacturers can significantly increase product longevity without compromising quality.
Benefits include:
- Reduced product returns
- Lower wastage
- Better inventory management
- Increased export opportunities
- Enhanced customer satisfaction
For instance, vacuum packaging can extend the shelf life of meat products by minimizing oxygen exposure.
4. Builds Consumer Trust
Packaging often creates the first impression of a food product.
Consumers associate high-quality packaging with product reliability, hygiene, and brand professionalism.
Well-designed packaging communicates:
- Product quality
- Safety standards
- Brand values
- Nutritional information
- Usage instructions
Modern consumers are increasingly paying attention to packaging materials before making purchase decisions.
5. Supports Regulatory Compliance
Food packaging must comply with local and international standards.
Indian food manufacturers must adhere to guidelines established by regulatory authorities regarding food-contact materials and labeling requirements.
Proper compliance helps businesses:
- Avoid penalties
- Maintain certifications
- Build export credibility
- Strengthen brand reputation
6. Enhances Transportation Safety
Food products often travel long distances before reaching consumers.
Packaging must withstand:
- Temperature fluctuations
- Handling stress
- Compression forces
- Humidity exposure
- Transportation vibrations
Properly selected Packaging Materials for Food Industry applications reduce product damage and leakage during transit.
Understanding Different Types of Flexible Packaging Materials
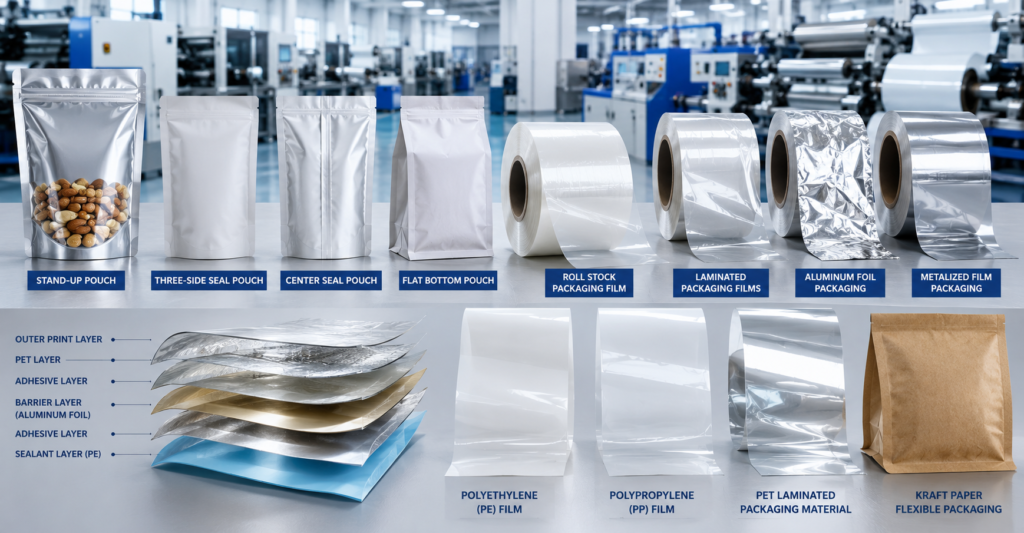
To select the most suitable Flexible Packaging Material for Food Products, businesses must understand the characteristics of different packaging materials available in the market.
Each material offers unique advantages, limitations, and applications.
1. Polyethylene (PE)
Polyethylene is one of the most widely used packaging materials in the food industry due to its flexibility, affordability, and moisture resistance.
Advantages
- Excellent moisture barrier
- Cost-effective
- Flexible and lightweight
- Good sealing properties
- Recyclable in many applications
Disadvantages
- Limited oxygen barrier performance
- Lower heat resistance
- Less suitable for high-temperature applications
Common Applications
PE is commonly used for:
- Dry food packaging
- Frozen food packaging
- Bread packaging
- Snack packaging
- Inner sealing layers in laminated packaging
Many food brands use PE as a critical component in multi-layer packaging structures.
2. Polypropylene (PP)
Polypropylene offers improved heat resistance and clarity compared to polyethylene.
It is widely used where packaging requires higher temperature tolerance and enhanced visual presentation.
Advantages
- Good moisture resistance
- High heat resistance
- Excellent transparency
- Lightweight
- Cost-effective
Disadvantages
- Moderate oxygen barrier
- Can become brittle at low temperatures
Common Applications
PP is commonly used for:
- Biscuit packaging
- Confectionery products
- Dry food packaging
- Bakery products
- FMCG packaging
Polypropylene remains a preferred choice for many food manufacturers seeking balance between performance and cost.
3. Polyester (PET)
PET is one of the most versatile materials used in modern Flexible Packaging.
Its strength, durability, and excellent printability make it ideal for premium packaging applications.
Advantages
- High tensile strength
- Excellent print quality
- Good heat resistance
- Strong dimensional stability
- Premium appearance
Disadvantages
- Requires lamination for enhanced barrier performance
- Higher cost than PE
Common Applications
PET is widely used in:
- Stand-Up Pouches
- Zipper Pouches
- Retort Pouches
- Premium snack packaging
- Coffee packaging
- Custom Printed Packaging
Businesses working with a professional Stand-Up Pouch Manufacturer often use PET-based structures for superior shelf appeal and durability.
4. Aluminum Foil Laminates
Aluminum foil provides some of the highest barrier properties available in food packaging.
It effectively protects products from:
- Oxygen
- Moisture
- Light
- Aroma loss
- External contamination
Advantages
- Excellent oxygen barrier packaging
- Outstanding moisture protection
- UV protection
- Long shelf-life support
- Premium product protection
Disadvantages
- Higher cost
- Limited recyclability in some structures
- Reduced transparency
Common Applications
Aluminum foil laminates are frequently used in:
- Coffee packaging
- Pharmaceutical packaging
- Spice packaging
- Dairy products
- Retort pouches
- High-value food products
These structures are commonly found in advanced Barrier Packaging systems where maximum product protection is required.
5. Nylon-Based Packaging
Nylon films provide excellent puncture resistance and mechanical strength.
They are widely used in packaging applications where durability is critical.
Advantages
- High puncture resistance
- Strong oxygen barrier
- Excellent durability
- Suitable for vacuum packaging
Disadvantages
- Higher material cost
- Can absorb moisture
Common Applications
Nylon-based films are commonly used in:
- Vacuum Packaging
- Meat packaging
- Seafood packaging
- Frozen food packaging
- High-protection food packaging
Many exporters rely on nylon-based packaging structures to protect products during long-distance shipping.
6. Paper-Based Packaging
Growing sustainability concerns have increased the popularity of paper-based flexible packaging.
Many brands now use paper laminates as part of their eco-friendly packaging strategy.
Advantages
- Sustainable appearance
- Recyclable options available
- Excellent branding potential
- Consumer-friendly perception
Disadvantages
- Limited moisture resistance
- Lower barrier properties
- Often requires lamination
Common Applications
Paper-based packaging is widely used for:
- Organic food products
- Bakery packaging
- Premium food brands
- Sustainable packaging initiatives
Many companies are combining paper with barrier films to create environmentally responsible packaging solutions without sacrificing performance.
Businesses seeking customized solutions often collaborate with a reliable Packaging Pouches Manufacturer in India to identify the most suitable material structure based on product requirements and market expectations.
In the next section, we will compare the best packaging materials for different food products and explore the key factors manufacturers should consider when selecting the ideal flexible packaging solution.
Key Factors to Consider When Choosing Flexible Packaging Material for Food Products

Choosing the ideal Flexible Packaging Material for Food Products requires careful evaluation of multiple factors. Packaging should not only protect food but also support business objectives such as shelf-life extension, brand visibility, logistics efficiency, and packaging cost optimization.
1. Product Type
The first consideration is the nature of the food product itself.
Different food categories have different packaging requirements.
Examples:
Dry Food Products
Products such as:
- Spices
- Pulses
- Dry fruits
- Snacks
- Tea
- Coffee
require strong moisture and oxygen barrier protection.
Frozen Foods
Frozen products need packaging materials that can withstand:
- Low temperatures
- Freezer storage
- Transportation stress
Multi-layer packaging structures are commonly used for frozen food packaging.
Liquid Products
Liquid food products require:
- Leak resistance
- Strong seals
- Flexible dispensing systems
Many brands work with a reliable Spout Pouch Manufacturer to develop convenient liquid packaging solutions.
Ready-to-Eat Foods
Ready-to-eat products often require:
- Heat resistance
- Sterilization compatibility
- Long shelf life
Retort pouches are commonly selected for these applications.
2. Shelf Life Requirements
Shelf life directly influences packaging structure selection.
Products intended for:
- Local distribution
- Modern retail stores
- Export markets
- E-commerce delivery
may require different levels of barrier protection.
Short Shelf Life Products
Examples:
- Fresh bakery items
- Fresh produce
Typically require basic moisture protection.
Long Shelf Life Products
Examples:
- Instant foods
- Dry snacks
- Export products
Require advanced Barrier Packaging with oxygen and moisture protection.
Proper packaging can significantly contribute to Shelf Life Extension, reducing wastage and improving profitability.
3. Moisture Protection
Moisture is one of the biggest threats to food quality.
Even a small amount of moisture can:
- Cause spoilage
- Reduce crispness
- Encourage microbial growth
- Alter texture
Products Requiring Strong Moisture Protection
- Chips
- Namkeen
- Dry fruits
- Powdered foods
- Cereals
For these products, Moisture Barrier Packaging is essential.
Manufacturers often use:
- Metallized films
- Aluminum foil laminates
- Multi-layer structures
to ensure protection.
4. Oxygen Barrier Requirements
Oxygen exposure can lead to:
- Oxidation
- Flavor degradation
- Nutrient loss
- Color changes
Products Sensitive to Oxygen
- Coffee
- Tea
- Dry fruits
- Meat products
- Processed foods
In such cases, Oxygen Barrier Packaging becomes critical.
Materials commonly used include:
- Aluminum foil laminates
- Nylon-based films
- High-barrier PET structures
These materials help maintain freshness and improve product shelf life.
5. Heat Resistance
Some food products undergo:
- Hot filling
- Pasteurization
- Sterilization
- Microwave heating
Packaging materials must withstand these processes without losing performance.
Applications Requiring Heat Resistance
- Ready-to-eat meals
- Sauces
- Gravies
- Baby food
- Retort foods
PET and retort-grade laminates are commonly used in such packaging applications.
6. Transportation Conditions
Transportation conditions significantly impact packaging performance.
Questions manufacturers should ask:
- Will the product travel long distances?
- Is export packaging required?
- Will products be stacked in warehouses?
- Is cold-chain transportation involved?
Exporters typically require stronger Multi-Layer Packaging structures that provide:
- Better puncture resistance
- Improved seal integrity
- Enhanced durability
The correct packaging reduces damage and returns.
7. Branding and Printing Requirements
Today’s packaging is not only functional but also a powerful marketing tool.
High-quality printing helps brands:
- Attract consumers
- Differentiate products
- Communicate product benefits
- Build trust
Modern Custom Printed Packaging supports:
- High-definition graphics
- Matte finishes
- Metallic effects
- QR codes
- Smart labeling
For example, brands investing in premium snack packaging often choose PET-based laminated structures because they offer superior print quality and shelf appeal.
Businesses looking to improve package aesthetics can also explore packaging design innovations similar to those discussed in Detergent Powder Packaging Design, where branding plays a major role in influencing buying decisions.
8. Packaging Cost
Cost remains a major factor in packaging decisions.
However, focusing only on packaging price can be a costly mistake.
Businesses should evaluate:
Direct Costs
- Material cost
- Printing cost
- Transportation cost
Indirect Costs
- Product spoilage
- Returns
- Brand damage
- Inventory losses
A slightly higher packaging investment can often generate significant savings through improved shelf life and reduced wastage.
Packaging Cost Optimization Tips
- Use the right barrier level—not excessive barrier layers.
- Optimize pouch dimensions.
- Reduce packaging weight.
- Consolidate packaging SKUs.
- Work with experienced packaging partners.
Common Mistakes Businesses Make While Selecting Food Packaging Materials
Even experienced manufacturers can make packaging mistakes that negatively impact product quality and profitability.
Understanding these common issues can help businesses avoid costly problems.
1. Choosing Packaging Based Only on Cost
The cheapest packaging option is rarely the most cost-effective solution.
Low-cost packaging can lead to:
- Product spoilage
- Customer complaints
- Higher return rates
- Brand reputation damage
Solution
Focus on total cost of ownership rather than material price alone.
2. Ignoring Shelf Life Requirements
Many businesses underestimate the importance of shelf-life analysis.
Solution
Conduct proper product testing before selecting packaging structures.
3. Selecting the Wrong Barrier Level
Insufficient barrier protection can compromise product quality.
Solution
Work with experienced packaging experts to determine appropriate oxygen and moisture barrier requirements.
4. Overlooking Compliance Standards
Non-compliant packaging can create legal and operational challenges.
Solution
Always use certified Food Grade Packaging Materials that meet industry standards.
Businesses looking to stay ahead of industry developments should regularly monitor insights from resources such as Top 10 Flexible Packaging Companies in Surat and leading Flexible Packaging Manufacturers in India.
Conclusion
Choosing the right Flexible Packaging Material for Food Products is one of the most important decisions food manufacturers, FMCG brands, exporters, startups, and packaging buyers can make.
The ideal packaging solution goes beyond simply containing a product. It protects food quality, enhances safety, extends shelf life, improves transportation efficiency, strengthens branding, and supports long-term business growth.
Throughout this guide, we explored:
- The importance of food-safe packaging
- Different flexible packaging materials
- Packaging selection factors
- Shelf-life extension strategies
- Sustainable packaging trends
- Common packaging mistakes
- Supplier evaluation criteria
- Future packaging innovations
The right Packaging Material for Food Products depends on several factors, including product type, barrier requirements, shelf-life expectations, transportation conditions, sustainability goals, and budget considerations.
Modern Flexible Packaging Solutions such as stand-up pouches, spout pouches, retort pouches, vacuum packaging, and laminated packaging provide excellent protection while meeting evolving consumer and regulatory expectations.
Businesses that invest in proper Packaging Material Selection often benefit from:
- Reduced spoilage
- Lower packaging costs
- Better shelf appeal
- Increased customer satisfaction
- Stronger brand recognition
- Improved profitability
Whether you are a startup food brand, FMCG company, exporter, or food processing manufacturer, choosing the right Flexible Packaging Material for Food Products can improve product safety, extend shelf life, reduce costs, and strengthen your brand presence in today’s competitive market.
Partnering with experienced Food Packaging Manufacturers and flexible packaging experts ensures you select packaging solutions that support both current business goals and future growth opportunities.
FAQs
What is the best flexible packaging material for food products?
The best flexible packaging material depends on the food product being packaged. Snacks often require metallized laminates, liquids use spout pouches, frozen foods need multi-layer films, and ready-to-eat meals commonly use retort pouches. The ideal choice balances food safety, shelf life, functionality, and cost.
How do I choose the right food packaging material?
Start by evaluating product type, shelf-life requirements, moisture sensitivity, oxygen exposure, transportation conditions, branding needs, and budget. A proper assessment helps identify the most suitable packaging structure and barrier properties for long-term product protection and customer satisfaction.
Why is barrier packaging important for food products?
Barrier packaging protects food from oxygen, moisture, light, and external contaminants. These protective properties help preserve freshness, maintain taste and aroma, prevent spoilage, and significantly extend product shelf life. Barrier packaging is especially important for snacks, spices, dairy products, and export goods.
Which packaging material extends shelf life the most?
Aluminum foil laminates and advanced multi-layer barrier packaging structures generally provide the highest level of protection. These materials offer excellent moisture, oxygen, and light barriers, making them ideal for products requiring extended shelf life and superior food preservation.
Are flexible packaging materials food-safe?
Yes, certified food-grade flexible packaging materials are specifically designed for food contact applications. Manufacturers should always source packaging from reputable suppliers who comply with food safety regulations and provide appropriate food-grade certifications and quality documentation.